¶ Z Toolhead Alignment
¶ Tools required
- Work gloves
- Safety goggles
- Brass wire brush
- 0.10 feeler gauge or sheet of printer paper
¶ Synopsis
Sometimes the nozzles can sit lower or higher than the other due to nozzle manufacturing tolerances, or other manufacturing tolerance variations
This often results in one nozzle not being close enough to properly deposit material onto the other nozzle's previous extrusions. Your print may look stringy or rough, and have lots of oozing. Your support material may not properly stick to the main material.
To solve this problem, you can run the Z-offset wizard from the touch UI. You'll be guided through the process of determing the Z-offset for T0, then the offset for T1.
Like the X/Y calibration, if there is any difference in Z height, the firmware will automatically compensate for this during printing after the wizard has been completed.
¶ Additional information
The way Z-offsets work in the 3D Labs ION firmware are as follows:
- Z-offset is based solely on T0. Think of the T0 Z-offset as the master value.
- Z-offset adjustment for T1 is relative to the T0 Z-offset, and stacks onto the value for T0 when the head is active.
Example scenario:
You run the wizard and you end up with a Z-offset of -1.00mm for T0.
You then calibrate the offset for T1 using the wizard and arrive at a value of -0.10mm
This means that in the firmware, T1's Z-offset will be set to -1.10mm, as the second offset stacks onto the master offset (T0).
This all happens automatically when using this wizard to establish these values. No other software adjustments are necessary.
¶ Prequisites
- The nozzles must be cleaned before starting.
- If the nozzles have not been cleaned, do so before starting the wizard.
¶ Dirty Nozzle
¶ Clean Nozzle

¶ Instructions
- Tap Wizards on the touchscreen home page, then Z-offset Calibration Wizard to start the process.
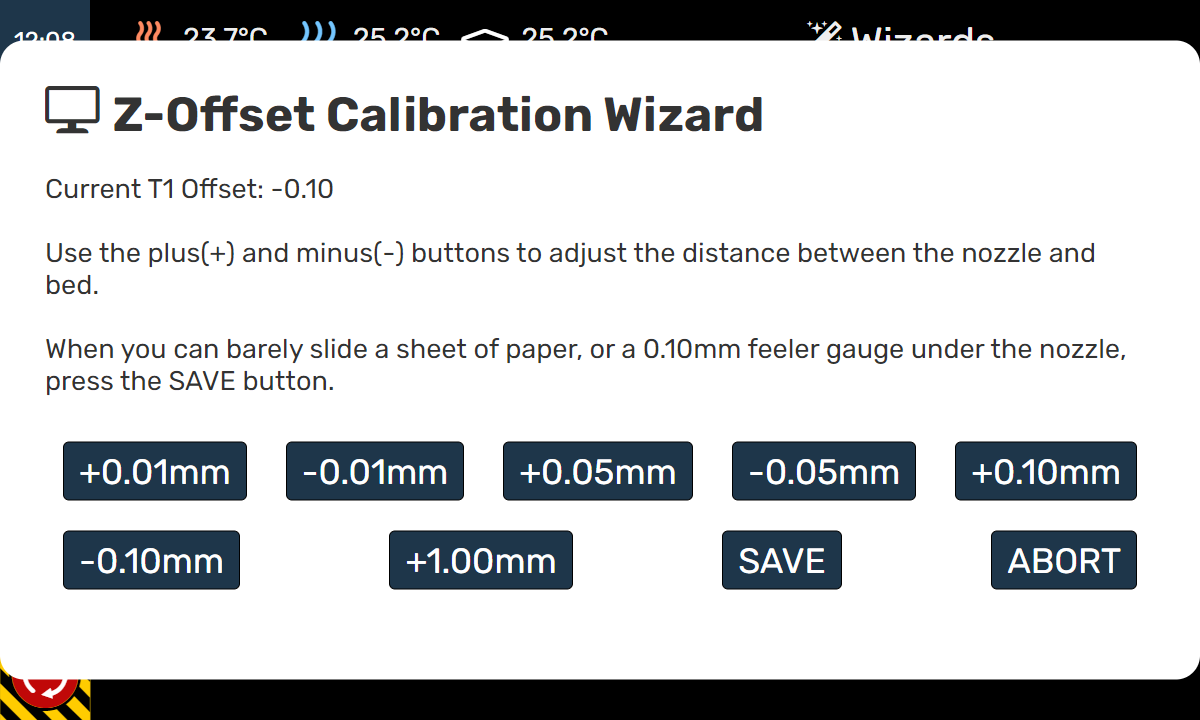
- On the second page, following the on-screen instructions, adjust the distance between the nozzle and bed using the controls. Adjust until you can barely slide a sheet of paper, or 0.10mm feeler guage under the nozzle with very little effort.
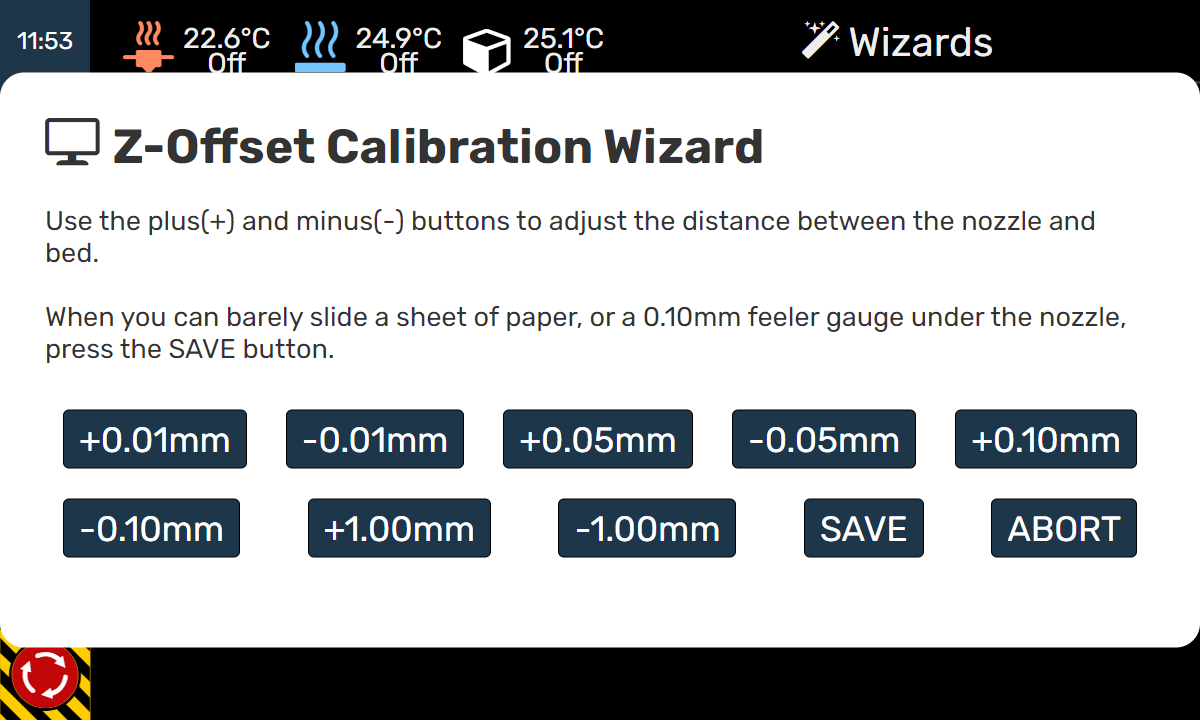
Important
The negative (or minus) adjustments move the bed CLOSER to the the nozzle.
The positive (or plus) adjustments move the bed FARTHER from the nozzle.
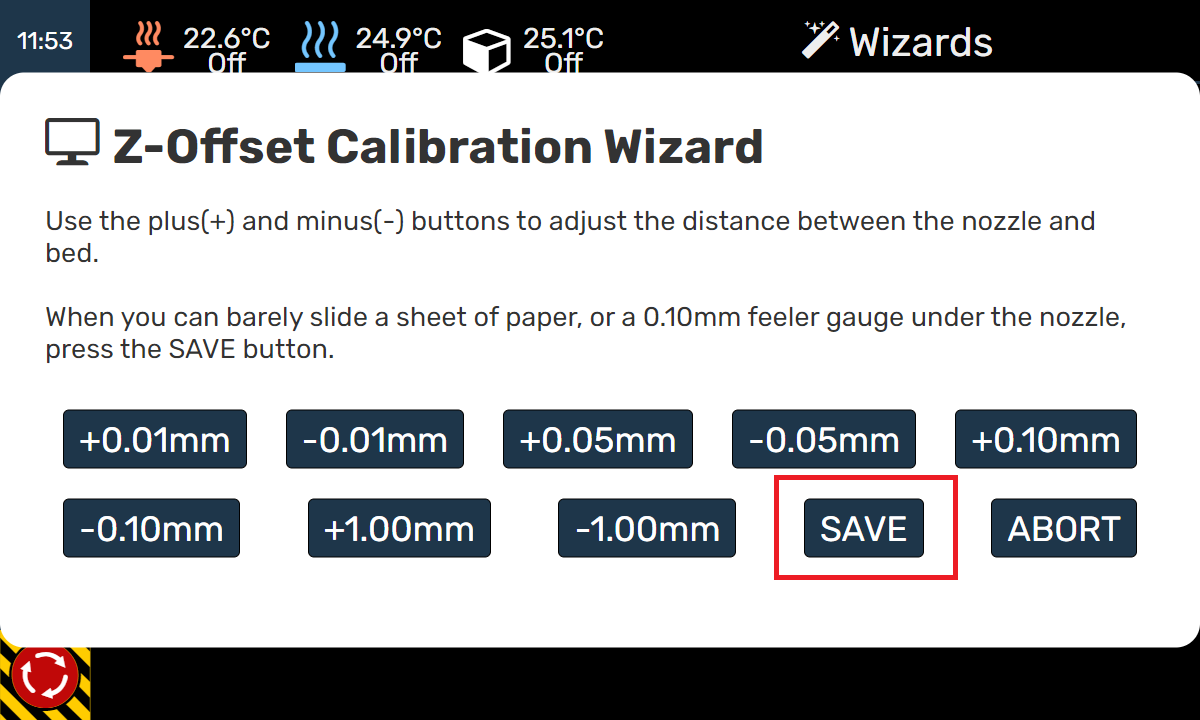
- Press the SAVE button when completed.
¶ Adjusting the second nozzle offset
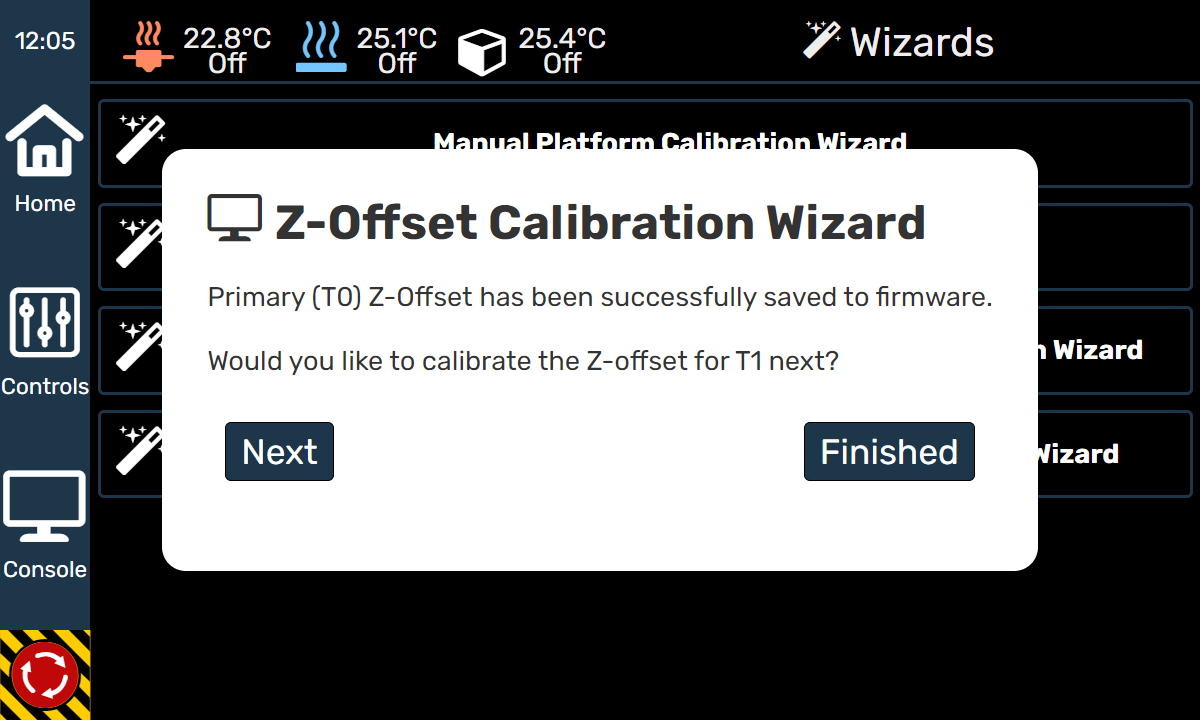
After saving the Z-offset, you'll be asked if you want to calibrate T1 as well.
This is recommended if you've recently changed nozzles, or are having Z alignment issues with dual material prints.
- The wizard will prompt you to calibrate T1 if desired.
- Repeat the adjustment process used when calibrating T0.
- Pay attention to the Current T1 Offset value.
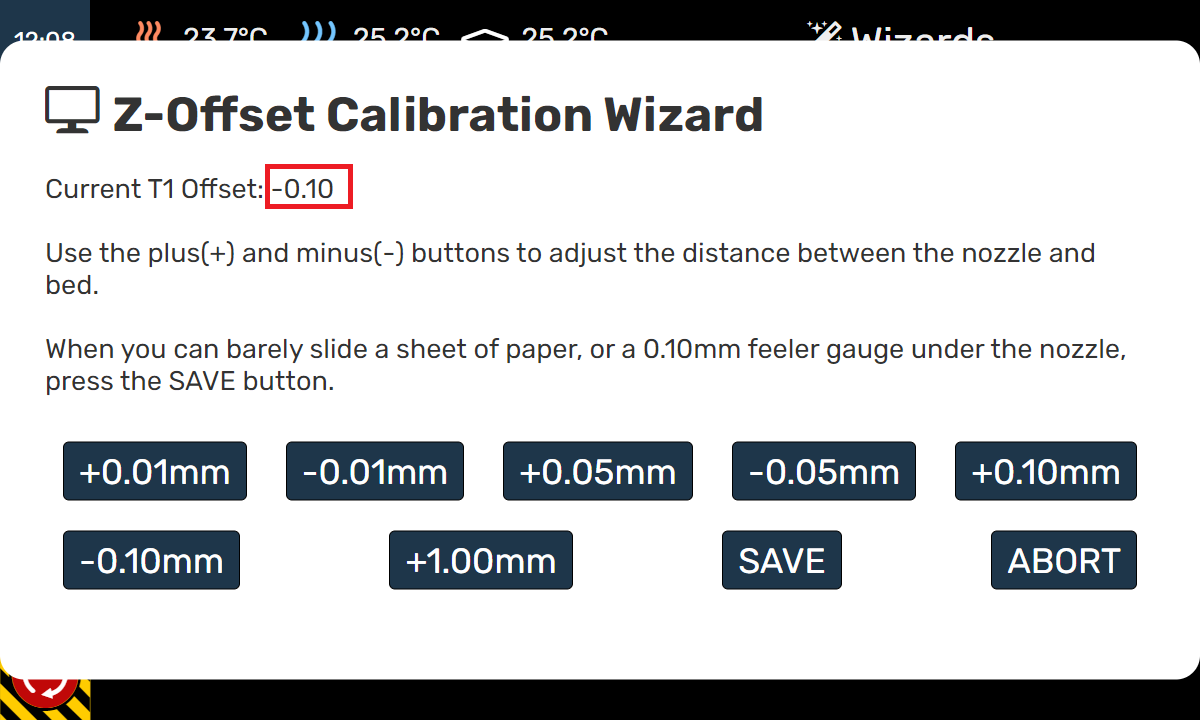
If this value is higher than 0.4mm in any direction, the nozzles will require physical adjustment. This is a safety feature of the firmware to prevent damage to the hardware in cases of moderate physical misalignment.
If you have questions about physically adjusting the nozzles, follow the guide, or file a support ticket.
- Once the optimal distance has been found, press the SAVE button.
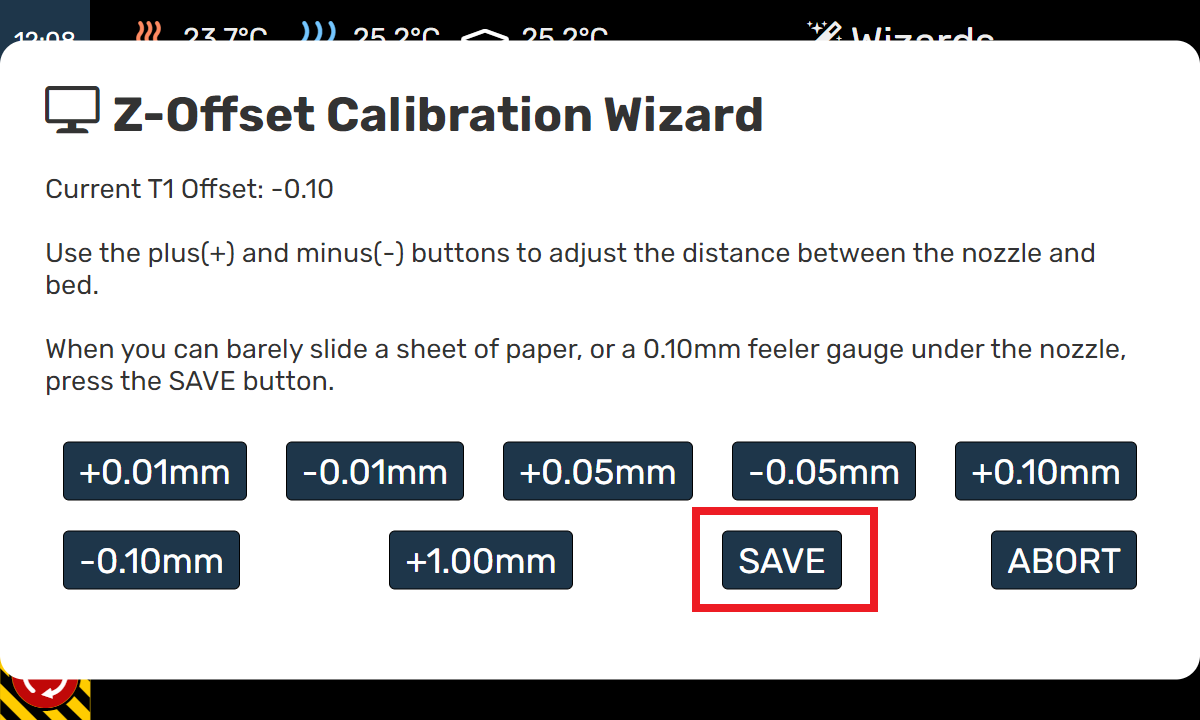
The Z-offset for T0 has now been established. If you ran the T1 calibration, the offset between T0 and T1 has been saved to the firmware and will automatically be compensated while printing. You do not need to make any adjustments to the nozzle offsets in your slicer.